



不具合の解消・生産品質の回復

工具の寿命の向上

消費電力の削減

主軸を交換するより低コスト



STRENGTHS
シュリケンの強み

速い
1台あたり約半日~1日で作業
完了(通常のBT40、50の場合)
完了(通常のBT40、50の場合)

手軽
セルフ研磨機を持ち込むため、
ヘッド部の分解不要
ヘッド部の分解不要

安い
主軸分解交換工事の
約1/5~1/10以下の価格。
約1/5~1/10以下の価格。

WORK DETAILS
作業内容
修理・検査作業
- 機械の発送
- 現地に伺っての修理作業
測定・報告
- 軸の振れ具合の測定
- テーパ当たりの測定
- ゲージ入り量を測定
- クランプ力の測定
- 作業報告書の作成・提出
CASES
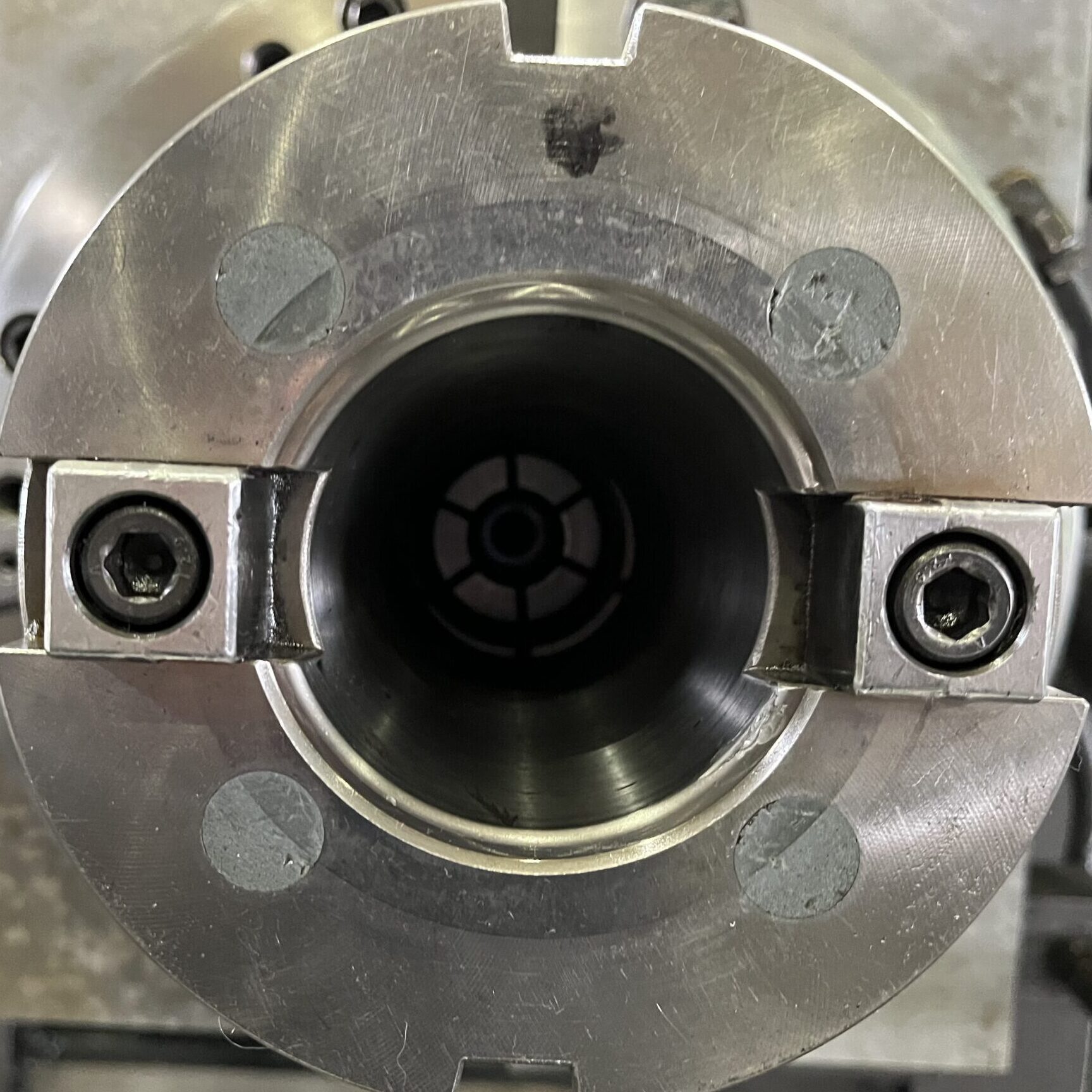
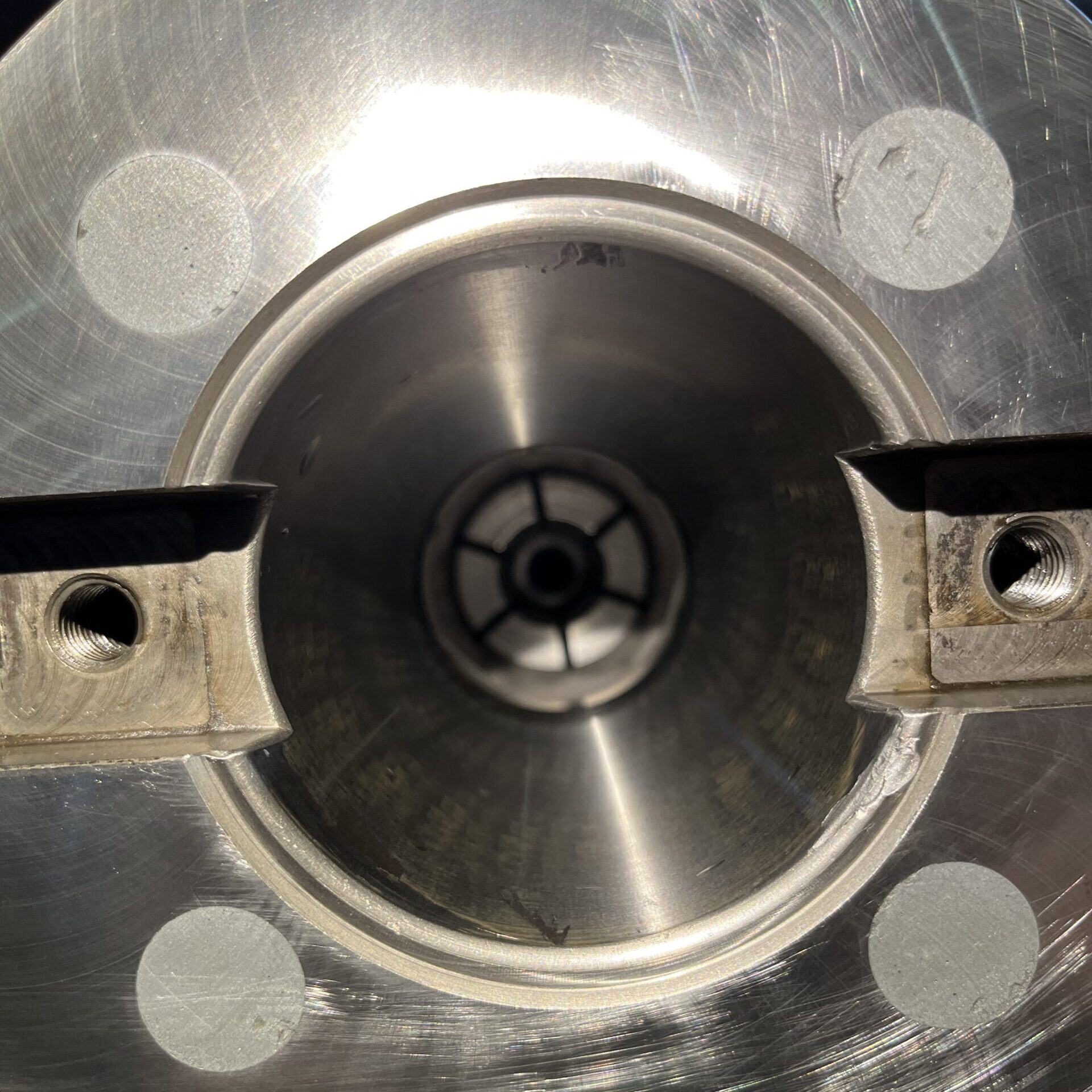
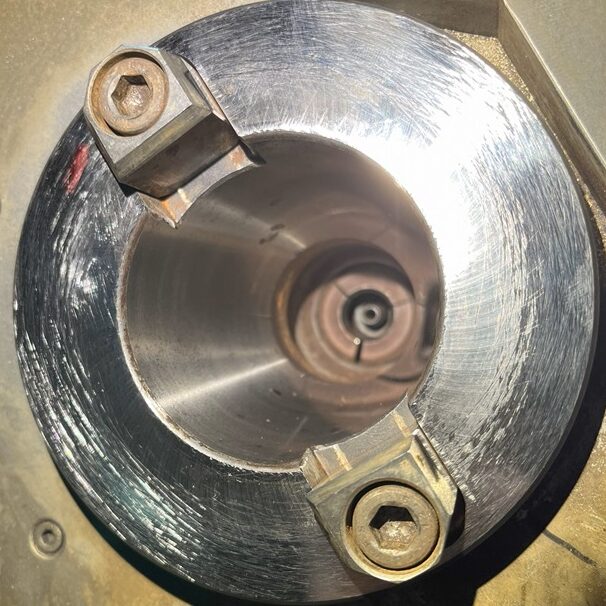
事例
カーソルを合わせると施工後の状態が見られます。

BEFORE

AFTER
BEFORE
芝浦機械製 立型マシニングセンター
MPF-2640H
主軸BT50
主軸 修理・検査
MPF-2640H
主軸BT50
主軸 修理・検査
BEFORE
AFTER
BEFORE
倉敷機械製 横型ぐり盤
KBF-15H
主軸BBT50
主軸+端面 修理・検査
特記事項:二面拘束
KBF-15H
主軸BBT50
主軸+端面 修理・検査
特記事項:二面拘束

BEFORE

AFTER
BEFORE
オークマ製
門型マシニングセンター
MCV
主軸BT50
主軸 修理・検査
門型マシニングセンター
MCV
主軸BT50
主軸 修理・検査

BEFORE
AFTER
BEFORE
オークマ製
横型マシニングセンター
MIILLAC-550H
主軸BBT50
主軸+端面 修理・検査
特記事項:二面拘束
横型マシニングセンター
MIILLAC-550H
主軸BBT50
主軸+端面 修理・検査
特記事項:二面拘束

BEFORE

AFTER
BEFORE
イワシタ製
立型マシニングセンター
ILS4030
主軸BT40
主軸 修理・検査
特記事項:バイスモデル
立型マシニングセンター
ILS4030
主軸BT40
主軸 修理・検査
特記事項:バイスモデル
VOICE
お客様の声






FAQ
よくある質問
修理で行ける範囲はどこまでですか?
セルフ研磨機が届き作業者が伺える場所であれば、日本国内は可能です。北は北海道から南は九州まで作業実績がございます。主に中部~中国地方が多いので、お気軽にご相談いただけますと幸いです。
二面拘束のマシニングセンターは修理できますか?
二面拘束とは、ホルダーの外径とつばの二箇所がテーパ穴とスピンドル先端の端面に当たることで、加工精度が高まる仕様と言われています。通常の規格ですとスピンドル端面とホルダーの間に3mmほど隙間があるので、セルフ研磨修理・検査を実施しても干渉しないことが多いのですが、二面拘束ではスピンドル端面とホルダーのつばの隙間が元々ないため、テーパ穴を研磨して広がった結果ホルダーが奥に入ってしまうとホルダーのつばが引っかかってしまいます。このためスピンドル端面も研磨しないと当たりを確保できません。
二面拘束でもBigPlus等のBBT40・50でドライブキーが外れる仕様でしたら、テーパ穴の内径研磨と端面研磨の両方で、作業は約一日あれば終わることが多いです。
HSK仕様の主軸スピンドルの修理・検査方法については特殊ですので、別途ご相談ください。
ツールホルダーが加工中に外れ、テーパ穴に溶着した場合はどうしたらよいですか?
テーパ穴との溶着が起こる原因としてはプルボルトの折れや、クランプ部のコレットの割れが原因でのクランプ外れが多いです。この場合、溶着したホルダーをハンマーで叩いて外しても、ホルダーの溶着部は盛り上がってしまいます。一方で、ホルダーでテーパ内面までを抉ってしまった部分は凹んでいることもあります。この状態を手動でベビーサンダー・リューターで削ると真円にならず、盛り上がった部分は盛り上がったままか、逆に必要以上に削りすぎて凹んでしまい、更にもとも凹んでいた部分は逃げて深くなり、修理が難しくなります。
セルフ研磨修理・検査でしたら、動力の強さを活かして溶着部も約半日できれいに研磨し、振れのない状態で今まで通り工作機械を使用できる可能性が高いです。
セルフ研磨修理・検査での修正精度はどの程度ですか?
テーパ穴に300mmのテストバーを入れてクランプし、振れを測定します。
修正後の振れ精度はISO基準でテストバー300mmの先端で18μ以下を目指します。
通常の修理では10μ~1μ程度まで修正できる可能性が高いです。
また、光明丹をテストバーのテーパ部に塗布してクランプすることで、テーパ当たりやキズの大きさを確認できます。
クランプ力については測定ツールを使用し、研磨前と研磨後のクランプ力も数値化します。
機械をどの位使えばセルフ研磨修理・検査の対象になりますか?
加工方法や工具、加工時間にもよりますが、約2~3年で主軸スピンドルのテーパ穴の入口がラッパのように開きます。
難削材加工や重切削・工具交換の頻度によっては早まります。 弊社修理検査SHURIKEN™が巡回時にテーパ穴のガタつきを簡易的に測定する検査を実施できますので、現状把握をされると良いかと存じます。
CONTACT
お問い合わせ

COMPANIY INFO
運営会社
- 会社名
- 向井産業合同会社
- 代表者
- 向井雅文
- 所在地
- 【中国事業所】 〒731-0138広島市安佐南区祇園3-36-3-101
【中部営業所】 〒494-0001愛知県一宮市開明字流72(有)千代精工内
- 電話番号
- 090-8155-1315
- 設立
- 創業昭和47年、設立平成30年
- 資本金
- 1,000千円
- 業務内容
- 産業機械の修理・検査事SHURIKEN™
製造業・中小企業の事業支援MUKAIMA
サブスク事業支援 三河屋のサブ介チャン™
婚活支援 結婚相談所M&m